您好,欢迎访问贵州国塑科技管业有限责任公司官网!
今天是
年月日 星期 ::
您好,欢迎访问贵州国塑科技管业有限责任公司官网!


国塑董事长:郭宗智 181-8853-8688
董事长助理:尤潇悦 186-8517-0677
营销总监:潘椎 183-3403-9999
营销总监:潘一 182-2472-7777
公司座机:0851-34288888
公司座机:0851-34299999
公司网址:www.gskjgy.com
公司地址:贵州省平坝县夏云工业园关音路3号
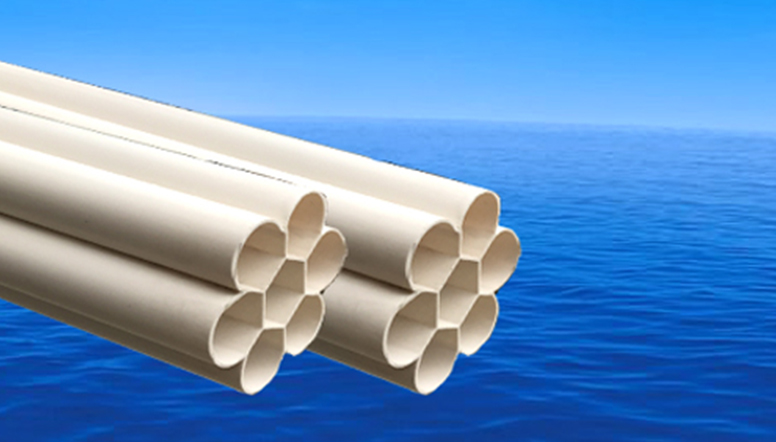
雅安管件认为HDPE双壁波纹管对用交联资料制成的热收缩带停止火焰加热,使热收缩带内外表的热熔胶与管材表面面粘接成一体,热收缩带冷却固化构成恒定的包紧力的管道衔接方式,属刚性衔接。卡箍衔接:经过相邻管端用螺栓紧固两半外套筒,贵州波纹管使套筒和管外壁间的橡胶密封圈压密的衔接方式,属刚性衔接。采用卡箍衔接时,由于管外壁呈螺旋波纹状,管件价格建议需在待衔接管材端的波纹内加填遇水收缩橡胶塞。双壁波纹管会呈现扩口不良这一缺陷。

b、扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,雅安管件认为又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。c、扩口不完整扩口的结尾不管怎样调整都无法贴上,管件价格认为缘由通常是内层冲气提前结束了,扩口放气提前结束了。d、扩口前端的内层有凹陷引起这种现象的原因一般是内层冲气过早启动;

将贵州波纹管连接为一体,从而达到焊接的效果。二.热熔挤出焊接的施工要点 :1.---检查在焊接前先检查待焊接管材两端面是否切割平整(如端面不平整,应进行修)。安顺管件建议将待焊面控制在管材波谷居中位置,两被焊管材调正到同一轴线(让管材断开部位尽可能对齐);接口处需留1-3mm间隙,以便于焊接(但大缝隙一般不超过5mm)。若达不到要求,管件价格则要用工具对接口进行局部修切。修切工作可以从管外或管内(φ800以上的管道)进行。焊接区域须清洁、干燥。

雅安管件认为要完整,才干防止污物、尘埃和水等浸入热缩管内壁。4打磨待连接收对接端面120毫长的圆柱外表层打磨粗糙、波峰和波谷槽都要用钢丝刷磨粗糙,要打磨三个半波节的长度,钢丝刷的外形应与钢带波纹管外形相同。5用清洁的布,将打磨后的管端部分擦干净,将两对接收端面对齐并固定,贵州排水管提醒你不能有错位。6用与被连接收相熔的PE焊条,用小喷嘴的小束赤色火焰或小热风束加热接缝处和焊条,在圆周上均匀焊接四处以上(焊缝长一些为好),以将两管连接处固定。8用红色火焰预热两管端(距对接端面三个波距)的圆周面,使外表温度到达40度到50度(预热温度应比热熔胶的软化温度低15度以上),可运用外表温度计进行监控。9在连接处缠绕并同时烘烤加强纤维热收缩套,管件价格认为要求至少绕过圆周一周以上并搭接结实。预热待接收两头到打磨线以内,使外表温度到达40度到50度。
全国服务热线:
181-8853-8688 186-8517-0677
183-3403-9999 182-2472-7777
0851-34288888 0851-34299999
公司地址:贵州省安顺市平坝区夏云工业园关音路3号
公司网址:www.gskjgy.com